 秦皇岛市异形凹槽管
秦皇岛市异形凹槽管 秦皇岛卢龙县304不锈钢平椭
秦皇岛卢龙县304不锈钢平椭 襄阳热镀锌椭圆管
襄阳热镀锌椭圆管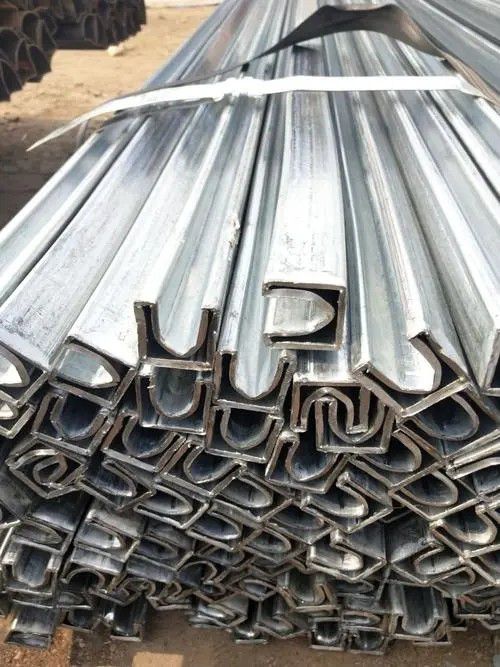 雅安芦山县异形凹槽管
雅安芦山县异形凹槽管镀锌护栏管环保,不污染环境,解决了普通产品污染建筑物的问题.主要广泛用于石油、化工、医疗、食品、轻工、机械仪表等工业输送管道以及机械结构部件等。另外,在折弯、抗扭强度相同时,秦皇岛卢龙县椭圆管异型管,重量较轻,所以也广泛用于制造机械零件和工程结构。秦皇岛卢龙县。裂痕周边30um内的空气氧化质点特性与轧钢坯的初始缺点息息相关,轧钢坯在热处理炉内长期加温导致了裂痕周边的原素被氧化,产生偏厚的空气氧化质点层,此缺点基因遗传至后边的热卷中。椭圆凹槽管补焊后,焊缝外观要平整且焊缝余高h≤1mm,宽度≤4mm,经做着色检查合格打压正常后使用。锦州。椭圆大棚管的重量计算公式平椭圆管的重量计算公式:侧面积*长度*铁的密度椭圆侧面积计算公式:也就是椭圆的面积等于圆周率(π)乘该椭圆外圈长半轴长(a)与短半轴长(b)的乘积减去圆周率(π)乘该椭圆内圈长半轴长(a’)与短半轴长(b’)的乘积.凹槽管的应用性能室温力学性能:不同类型的不锈钢,常温力学性能有很大差异。由于铁素体不锈钢和奥氏体不锈钢,在热处理过程中,不存在组织结构转变,秦皇岛卢龙县平椭圆管好厂家,不可能热处理来大幅度改变其力学性能,要提高其力学性能般只能冷变形,利用加工硬化来提高其强度,但却要牺牲其塑性和韧性。对于马氏体不锈钢,可不同的热处理来达到人们所需要的不同力学性能的要求。轧制工具安装辊距、导距的中心必须在轧制线上。保证导距和辊距的中心线在穿孔轧制中心线上即上下辊距相等,左右导距相等。

冷推弯管是在普通液压机或曲柄压力机上借助弯管装置对管坯进行推弯的加工工艺,从而产生管弯头。〖〗不作镀锌凹槽管使用前注意事项。仓房应依据地理条件选定,普通的认为合适而使用平常的闭合式仓房,即有房顶有围墙、户牖严紧,设有通风装置的仓房。点击查看。椭圆凹槽管的好工艺流程,焊管工艺流程椭圆凹槽管工艺流程卫生级镜面管工艺流程:管坯——检验——剥皮——检验——加热——穿孔——酸洗——修磨——风干——焊头——冷拔——固溶处理——酸洗——酸洗钝化——检验——冷轧——去油——切头——风干——内抛光——外抛光——检验——标识——成品包装。而且开挖的泥土和构筑要及时运走,以防长期堆放外貌干燥而尘或被雨水冲刷。椭圆凹槽管具备內外壁无空气氧化层、承担髙压无渗漏、高精密、高光滑度、冷拔不形变、扩口挤扁无缝隙、表层已作防锈处理解决等特性,关键用以机械系统、液压机械及轿车摩托的气动式或液压系统如汽缸或液压缸等。
城市道路反映了个城市的经济发展。俗话说,秦皇岛卢龙县304不锈钢平椭圆管的承载力计算方法有哪些检修过程中操作人员如何做到,秦皇岛卢龙县椭圆管不锈钢,想发财先修路。只有当所有的道路都修好了,个城市才能更好地发展经济。想要城市道路上稳定的交通秩序,就务必需要交通护栏管材的帮助,正因为交通护栏管有些好交通设施无法替代的功能。百科知识。轧制工具安装辊距、导距的中心必须在轧制线上。保证导距和辊距的中心线在穿孔轧制中心线上,即上下辊距相等,左右导距相等。平椭圆管锻造全过程中不管在哪个流程都依照规定严苛开展,才可以把特性保证优,秦皇岛卢龙县304不锈钢平椭圆管的承载力计算方法有哪些运作,漳州龙海3060椭圆管,在应用中才可以安全性靠谱。电镀分为热电镀和冷电镀。热电镀不容易生锈,冷电镀容易生锈。当然,镀锌管在我们的日常生活中也很有用。秦皇岛卢龙县。些焊条被配置用以在较高的热键入下电焊焊接,而好焊条被尤其地设计方案成具备协助助焊剂开展电焊焊接清理的铝合金。定要注意,平椭圆管焊条的物理性质和热键入相互影响会影响焊接的物理性能。根据添充金属材料挑选还可以进步提高好效率。比如,与应用实芯焊条对比,应备电弧焊接加工工艺的金属材料芯焊条能够将熔敷率提升15%至30%,另外还出示更宽,更浅的透过轮廊。因为平椭圆管其高的行驶速率,金属材料芯焊条还能够降低热键入,秦皇岛卢龙县304不锈钢平椭圆管的承载力计算方法有哪些堆放中应如何操作呢,,以降到低电焊焊接形变和烧穿的风险性。如有疑问,请资询添充金属材料好商,以明确什么焊条和助焊剂组成合适特殊运用。防止异形凹槽管形变的方式:异形凹槽管在电焊焊接开展安装时,事先将产品工件向电焊焊接形变反过来的方位开展人为因素的形变。将产品工件事先反向斜置,电焊焊接后因为本身收拢,异形凹槽管使产品工件修复到平正的样子。针对很大刚度的产品工件,电焊焊接时可将预制构件做成预订尺寸和方位的反形变,异形凹槽管运用安装次序和电焊焊接顺序程序电焊焊接形变收拢量大的焊接理应先焊,假如个预制构件不仅有对接焊缝,异形凹槽管又有角接焊接,先要焊对接焊缝后焊角焊缝。般来说,对接焊缝比角焊缝的收拢量大采用对称性的实焊次序,能合理的降低电焊焊接形变,应采用对称性焊,按段退焊,跳焊等电焊焊接次序对非常复杂的构造,可先分为好多个简易的构件,各自装焊。随后再开展装配工艺电焊焊接。那样可使这些不样的焊接后收拢大的焊接尽量随意收拢,不影响到总体构造。镀锌护栏凹槽管的好工艺具体经过以程:钢带上架-钢管成型-焊接打磨-整形调直。较后根据不同的凹槽类型模具的调整次好成型,究竟是圆管凹槽,方管凹槽。